page 194 à 199Pompe à huile terrot
Du 15 Décembre
2010 au 22 Janvier 2011 ! (2)
ça
commence fort, car pour faire le conduit interne incliné , c'est pas
facile deprendre des repéres. Bon de toute façon y'a peu de chance
de tomber juste. Je cogite, j'hésite... je me lance !

Apres l'entre axe piston/vis sans fin ....ça va pas être
simple, bon en gros faut percer là :

Je mesure, je calcule j'arrive à 9.84 pour l'entre axe,
ah non 9.73
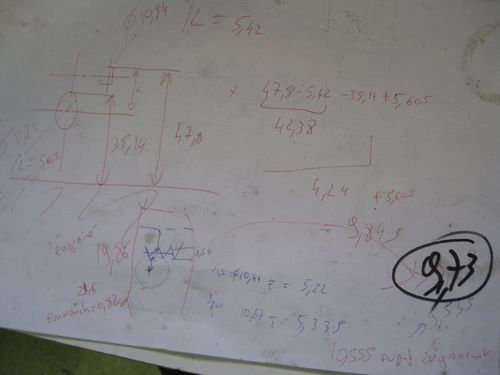
Allez je vous fais grâce des 1/10 et des copaux, ça
ressemble un peu si si, il faut un petit effort d'abstraction mais je suis sûr
que vous voyer une pompe à huile ci dessous !

Pour le moment je ne peux pas savoir si je me suis planté
ou pas dans la réalisation de l'entre axe piston/vis sans fin, j'ai rien
pour faire un alsésage de 11.22, je finis par commander une tête
à aléser en angleterre ! 3 semaines de délai avec les fêtes....
Allez de toutes façon je ne suis pas bloqué. Bien
sûr si l'entre axe n'est pas bon tout ce que je vais faire maintenant
ne servira à rien.... Allez on y croit !

Faut creuser...
Pompe à huile terrot
Du 15 Décembre
2010 au 22 Janvier 2011 ! (3)
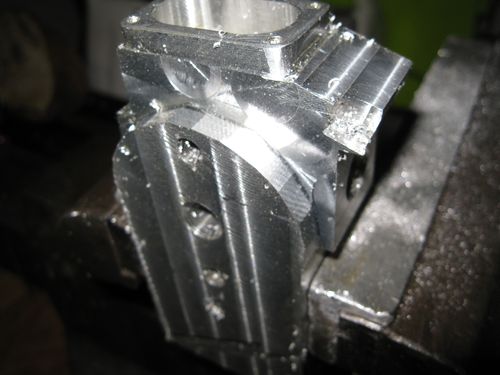
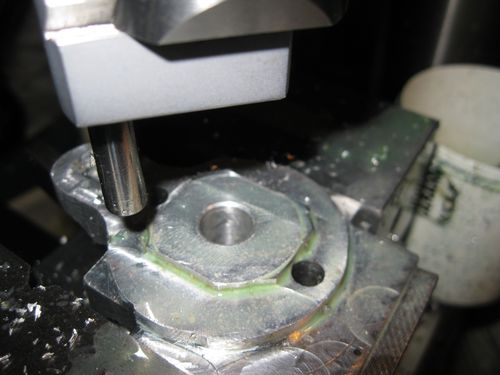
Autre probléme , pour usiner l'arrondi "extérieur"...
je plaque la piéce avec une bride centré sur l'axe de la vis sans
fin, et je décale la fraiseuse du rayon, ensuite je tangente en faisant
pivoter de quelques dégrés à chaque fois..

Je démonte la piéce et je termine à la lime....
Continuons à faire des copaux..y'en à partout, "Plein
la maison avec ton truc tu nous en mets partout !" faut dire que les p'tit
copaux d'alu ça saute , et ça se plante bien dans les chaussettes
!

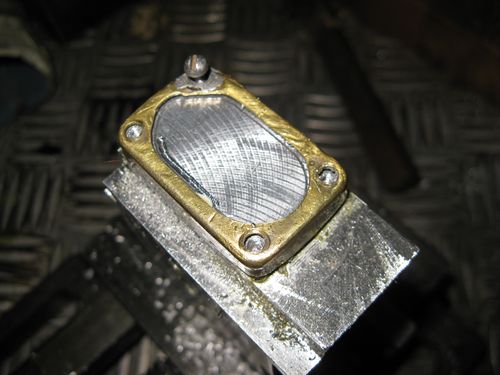
J'vais arreter là, elle tient debout, ça fera jolie
sur l'étagére !!!

Pompe à huile terrot
Du 15 Décembre
2010 au 22 Janvier 2011 ! (4)
Allez, courrage , taraudage M11 x 100 pour le raccord...
Puis l'avant trou pour tarauder le filetage de la vis de réglage.

Impossible de trouver un taraud correspondant au pas de la vis
d'origine, ( 6 x 0.8 ? ) , je refais donc la vis pour pouvoir tarauder à
M6 x 100 !
Je chauffe pour faire sauter le pion d'arrêt et j'enleve
la vis d'origine. Ensuite je prend un boulon M6 x 30 , et je fais le petit pointeau
à l'extrémité au tour.


Un petit pion est ensuite remis dans le logement, matté,
et soudé à l'étain pour assurer la tenue de la tête
de la molette.
Perçage logement pour le ressort et le pion , facile !

Tant que je suis dans les accéssoires, il faut aussi fabriquer
le bec du goutte à goutte , à partir d'un petit tube de cuivre
de 6/4 ,coupe en biai et soudure ...

Voilà le bec !

Tête à aléser
Du 15 Décembre
2010 au 22 Janvier 2011 ! (5)
Chouette un colis, c'est la tête à aléser
:

Un peu de lecture sur le forum usinage pour voir comment ça
marche et hop, je fais l'alésage pour la vis sans fin, le piston et le
diamétre extérieur pour le centrage dans la carter.
Ensuite le taraudage du bouchon. Là encore je n'ai pas
de taraud correspondant au pas d'origine, donc je taraude à 1/8 et je
mets un bouchon de plomberie en laiton, sur lequel je fais une fente pour tournevis
à la fraiseuse, restera à faire sauter l'héxagone au tour
pour donner le bon aspect. Mais comme pour l'instant le combiné est monté
en fraiseuse ça attendra . ( C'est un peu l'inconvénient du combiné
tour - fraiseuse, beaucoup de manip de montage démontage ...)
Bon sa commence à prendre forme...


Mais est ce que ça marche ..... il est temps d'essayer
... et voir si la semaine de congé et les week end passé l'ont
étés pour rien...
Un petit support , à et je teste à la perçeuse...

Ca marche pas... j'ai beau amorcer, faire tourner ... pas d'huile
qui monte par le bec...Si je rempli le logement , là l'huile coule bien
par la sortie du bas.... (;
refabrication Pompe à huile Mikro
Du 15 Décembre
2010 au 22 Janvier 2011 ! (6)
22 janvier, plus d'un mois que je suis sur cette pompe ! j'en
rêve la nuit.... Je démonte et je cherche ce qui ne va pas ....
quelques mesures, je remonte l'ancienne , compare , démonte et ..euh
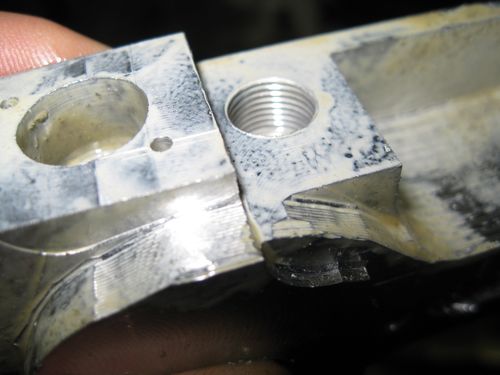
je me suis planté ! L'entre axe des deux troux d'arrivée et de
sortie fait 26.5 au lieu de ... 25 ! Ouah 1.5 mm dans la vue , en parlant de
vue , l'opthalmo vu dans la semaine avait raison, de pret ça a baisser
!!!
C'est le trou coté raccord d'arrivée qui est décalé,
du fait l'échancrure du piston ne le dégage jamais, l'huile ne
peut pas passer.
Je ne peut pas repercer à 3 mm , ça ferait un espéce
d'ovale, et en fin de course le foret va dévier ...
Punaise c'est trop con !
Bon, foutu pour foutu, je vais mettre un noyau ! Allez hop sous
la fraiseuse , je perce à 9,5, puis un coup d'alésoir à
10 ! Ensuite un petit rond d'alu, je chauffe le corps de la pompe, j'emenche
le noyau, avec du bloc presse, et j'imobilise par une goupille "mécanindus
"!
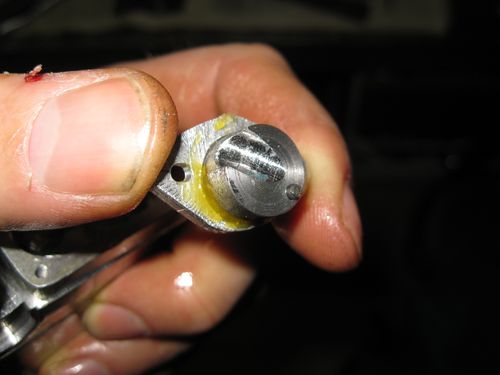
Ensuite, je contrôle à deux fois et je refais le
trou étagé , de 3mm qui traverse tout, de 4mm pour la bille et
de 6 mm pour le bec !
ça donne ça !

Tient sur le carter ça donne quoi ?

Une derniere photo ..

Bon , maintenant faut refaire un essai ! Je remets en place la
pompe sur mon support, j'amorce , et je met la perceuse...ça coule pas
... Peut être la bille anti retour qui coince ? je chauffe et je sort
le bec du goutte à goutte ... qui me reste dans les doigts, je serais
bon pour le ressouder !
J'enleve le ressort et la bille, et je reteste. Rien ! je tourne
serre la molette , un tour , deux trois , plop ! plop ? plop , ploP, plOp, pLop,
Plop, PLop, PLOp , PLOP ! Purée ça marche !
Allez je film ! voyez ça ICI
(faite cliq droit enregistrer sous, en direct c'est un peu long à venir
!)
Bon encore un peu de boulot pour voir pourquoi elle ne marche
que vis de réglage serré presque à fond ( probablement
une petite erreur de cote ???) , refaire le bec.. la semaine prochaine ça
devrait être bon !
pompe à huile mikro
13 Février
2011
2 week end sans atelier c'est long, maudit virus !
Ou en étais je ? Ah oui la pompe à ouiiiille ! il
faut que je refabrique un "bouchon" , car comme beaucoup celui d'origine
est cassé.
un plat d'alu, et la lime audébut ça suffit...

Puis retour sur le combiné, j'incline la tête de la fraiseuse
et je perce un rond de 14 mm en biais avec une fraise de 6 mm

Pour fixer les deux piéces, je fais un petit lamage de 14mm de diametre
, 1mm de profondeur dans la plaque d'alu pour guider le cylince, et je met loctite
+ une goupille mécanindus.

Je vous passe les détail, le trou pour la petit goupille qui serviva
et indéxer le clapet, et voilà , un peu de tube étanche
autour et hop en place.
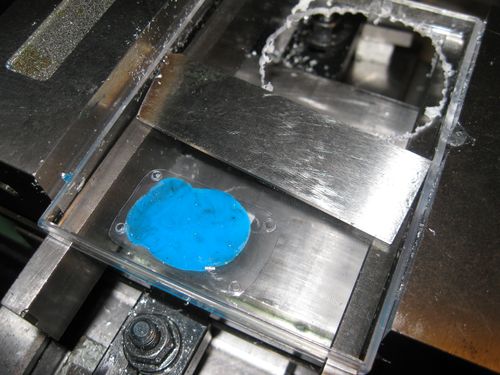
Reste maintenant à faire le couvercle: je taille au ciseau la forme,
et je la plaque sur un couvercle de boite de parfum avec de la pâte à
modeler (indispensable la pâte à modeler dans un garage !
Ensuite je met dans l'étau avec une calle en acier pour éviter
d'éclater le plexi au serrage. La découpe avec la fraiseuse est
"facile" !
Nettoyage, souflette, rinçage, et enfin je met en place, pour un dernier
test !
"Positif Chef, ça coule par le petit trou du bas !"


